

数控设备每日 16 小时持续加工,时刻产生主轴转速、进给、刀具、报警等上百项动态实时数据。但多数工厂并未采集数据,或是苦于方案复杂、成本高昂。
海量设备运行数据白白流失,管理者仅能依靠月末产量报表掌握生产情况。
如今这一难题已有解决方案:西门子 828D 自带 OPC UA 服务器,可打通机床与数字化平台的数据链路。下文由我司郑工,为大家详解 828D 系统 OPC UA 集成实操要点。

很多工程师第一次听到OPC UA,会觉得这是一个高深的概念。
其实并不复杂。
OPC UA(OPC Unified Architecture,开放平台通信统一架构),是一种工业通信协议标准,由OPC基金会在2008年发布。

它解决的核心问题只有一个:让不同厂商、不同设备、不同系统,能够用统一的语言互相"说话"。
在OPC UA出现之前,工业现场是一片"巴别塔"。西门子有自己的协议,发那科有发那科的协议,三菱有三菱的协议,ABB机器人的数据格式跟西门子完全不一样。做MES系统的软件商,要对接十几种设备,就要写十几套驱动程序。费时费力,还容易出错。
OPC UA改变了这一切。它定义了统一的数据模型、统一的安全机制、统一的访问接口。理论上,只要设备支持OPC UA,任何客户端软件都可以直接连接并读取数据,不需要专门的驱动。
更重要的是,OPC UA是跨平台、跨操作系统的。Windows、Linux、Android,Java、Python、C#,都有完整的OPC UA客户端库。这意味着工厂的IT系统和OT系统,终于有了统一的对话渠道。
这就是为什么工业4.0把OPC UA定为推荐的数据传输标准,为什么德国工业4.0参考架构(RAMI 4.0)把OPC UA列为核心技术,为什么几乎所有主流的工业设备厂商,都在努力支持OPC UA。
西门子828D,正是这个浪潮中的一员。
西门子828D是西门子面向中高端数控机床推出的系统,广泛用于车床、铣床、加工中心。
从软件版本V4.5 SP3开始,828D就内置了OPC UA服务器功能。这个功能不需要额外安装任何硬件,只需要一个软件授权(订货号:6FC5800-0AP67-0YBO)和正确的配置,就可以让外部系统通过标准的OPC UA协议访问机床数据。
828D的OPC UA服务器,默认运行在TCP端口4840,使用X130以太网接口对外通信。
它能提供什么数据?
加工状态类:
程序运行状态(运行/暂停/停止)
当前程序名称
当前行号
操作模式(自动/手动/MDI)
主轴类:
实际转速(actSpeed)
主轴负载(driveLoad)
旋转方向(turnState)
进给类:
实际进给速率(actFeedRate)
进给倍率(feedRateOvr)
刀具类:
当前刀具编号(actTNumber)
刀具组标识(actToolIdent)
计数类:
本次零件计数(actParts)
累计零件数(总计数由PLC DB165.DBD50提供)
报警类:
最新报警编号(lastAlarm/alarmNo)
加工程序类:
工件程序名(workPandProgName)
NC自动计数器(ncAutoCounter)
这些数据,覆盖了一台数控机床日常生产管理所需的绝大部分信息。
用一句话概括:828D的OPC UA,给了外部系统一个观察机床"大脑"的完整窗口。
理解了OPC UA能做什么,接下来是最关键的问题:怎么做?
很多工程师在这一步卡住了。
文档有,但是分散在西门子支持网站的不同角落;操作有顺序,但每一步都有坑;权限有要求,但默认密码很多人不知道。
下面是一个完整的配置流程。
第一步:确认版本和授权
OPC UA功能对系统版本有严格要求:
| CNC软件版本 | 支持的OPC UA版本 |
|---|---|
| V4.5 | V2.2 和 V3.0 SP1 |
| V4.07 SP2以上 | V2.2 和 V3.0 SP1 |
| V4.08 SP2以上 | V2.2 和 V3.0 SP1 |
| V4.92及以上 | V3.0 SP1 |
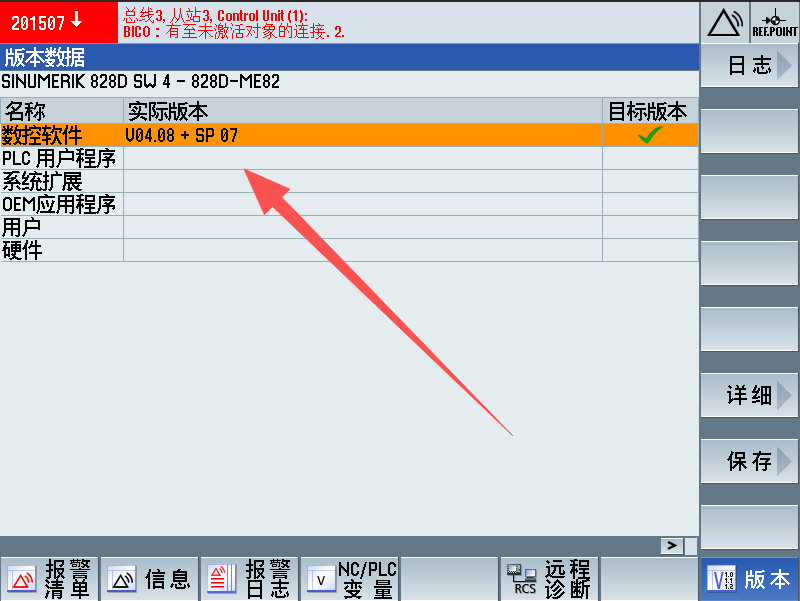
查看版本方法:进入【诊断】菜单 → 找到【版本】软键,查看"SINUMERIK Operate Version"一行。如下图所示
确认版本后,进入【调试】→【许可证】,找到"Access MyMachine / OPC UA"选项,勾选"Set"激活授权。
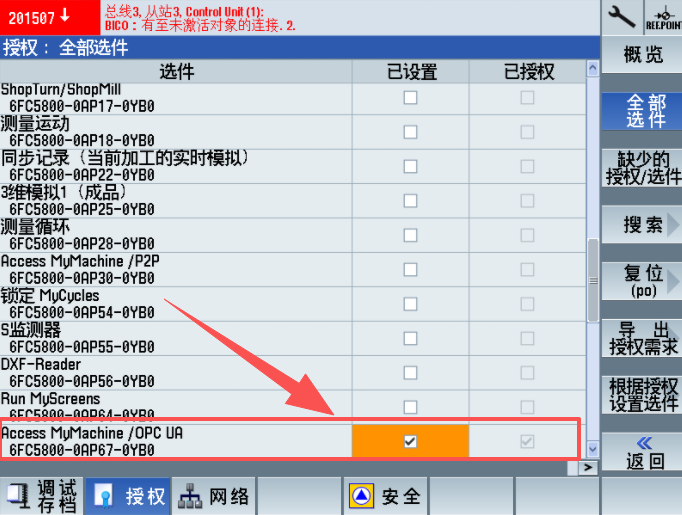
没有授权,后面的步骤全部白做。
第二步:提升权限到制造商级
所有系统级配置,必须在制造商权限下进行。
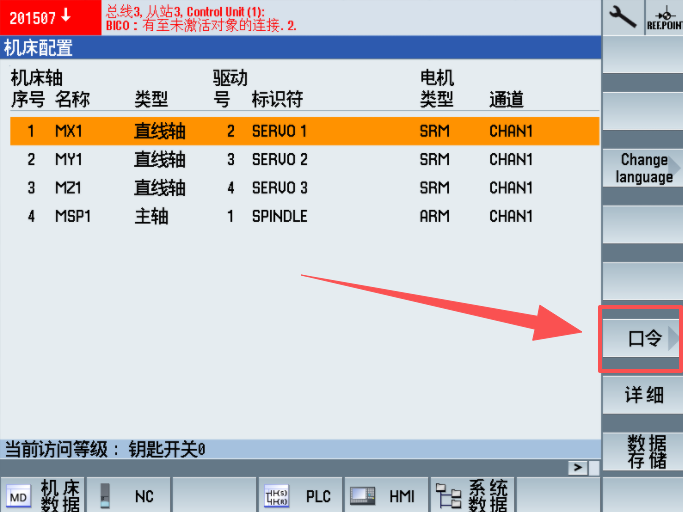
操作路径:【调试】→【密码】→【设置密码】
输入制造商密码:SUNRISE(这是西门子默认密码,正式投产前建议修改)
确认后,屏幕下方状态栏会显示"访问级别:制造商"。
没有这一步,后面的网络配置和OPC UA配置界面根本无法修改。
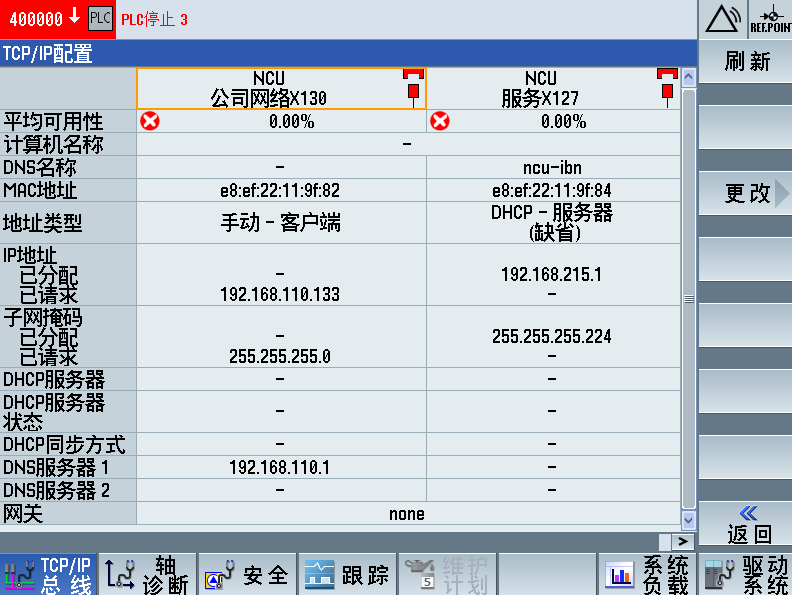
第三步:配置X130网口
X130是828D专用于工厂网络的接口,位于控制面板后方。这里有一条铁律:
永远不要动系统网络(192.168.214.xxx 和 192.168.215.xxx 网段),那是CNC内部通信用的,动了会让机床无法正常工作。
X130的IP配置路径:【诊断】→ 软键向前 → 【总线TCP/IP】→【TCP/IP诊断】→【TCP/IP配置】→ 选择【X130(NCU工厂网络)】→【修改】
配置一个与工厂网络匹配的静态IP地址,填写子网掩码和网关,然后保存并重启控制器(必须重启才能生效)。
第四步:配置OPC UA服务器
重启完成后,进入:【调试】→【网络】→【OPC UA】→【设置】→【修改】
主要配置项:
连接设置:
选择"工厂网络"接口
确认IP地址正确
TCP端口:4840(保持默认)
认证设置:
创建管理员用户名(如:OpcUaClient)
设置强密码
取消"允许匿名访问"(安全考虑)
初次测试时可勾选"自动接受证书"
激活:
勾选"激活OPC UA"
保存配置后,重启OPERATE。
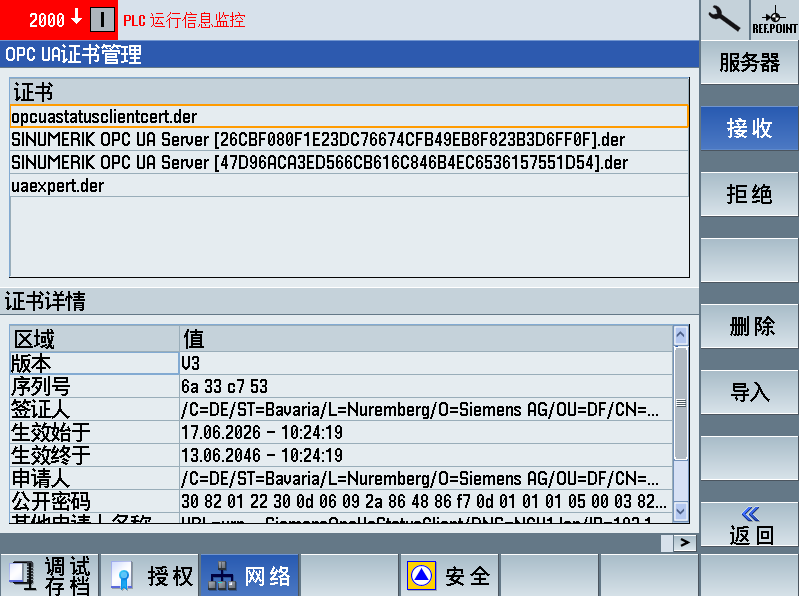
第五步:接受客户端证书
当第一次从外部OPC UA客户端(如UaExpert、MachineMetrics Agent或自行开发的程序)连接时,需要在828D的HMI上接受客户端证书:
路径:【调试】→【网络】→【OPC UA】→【证书】→ 在"待处理证书"中选中客户端证书 → 【接受】
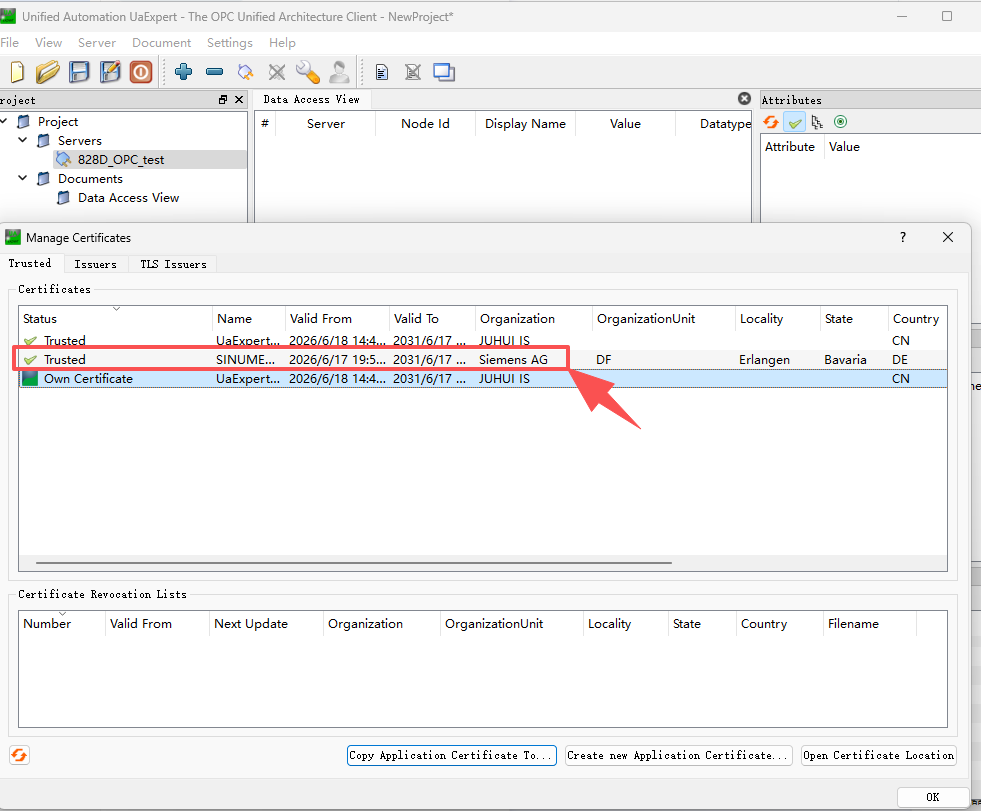
同样,客户端也需要接受服务器端证书。双向信任建立后,连接状态页面应该显示:
服务器IP:[你的IP]:4840
服务器状态:OK
已连接客户端:列出已连接的客户端URI
至此,整个配置完成。
配置完成,只是开始。
有了OPC UA数据通道,工厂能做什么?
实时设备监控
最基础的应用。通过实时读取828D的/Channel/State/progStatus,可以精确判断机床是在运行、暂停还是停止。结合时间戳,就能算出每台机床的实际开动率(OEE的基础数据)。
这件事过去需要专门的设备采集模块,或者让操作工手动记录。现在,通过OPC UA,5分钟就能接入。
MES系统集成
传统的MES系统与机床之间,往往靠人工录入数据,延迟大、错误多。
通过OPC UA,MES系统可以实时获取828D的/Channel/State/actParts(零件计数)、/Channel/ProgramInfo/progName(当前程序名)等信息,自动匹配生产订单,实现工序级别的实时跟踪。
某汽车零件工厂引入OPC UA数采后,生产数据录入人员从12人缩减到3人,数据及时率从72%提升到99%以上。
刀具寿命管理
通过持续监控主轴负载(/Nck/Spindle/driveLoad),结合切削时间和零件数量,可以建立刀具磨损预测模型。
当主轴负载在相同切削条件下持续升高,说明刀具开始磨损,可以提前预警,避免因刀具破损导致的批量废品。
这是最简单形式的预测性维护,不需要额外传感器,只需要利用好已有的OPC UA数据。
能耗管理
结合机床的电气参数(部分828D通过扩展可获取),以及主轴运行时间、进给速率等OPC UA数据,可以建立能耗基准模型,识别高能耗的工艺参数,推动节能优化。
任何技术落地,都有它的摩擦成本。828D的OPC UA也不例外。
坑一:版本陷阱
很多存量机床的828D系统版本较老。OPC UA需要V4.5 SP3以上,但车间里还有不少V4.2、V4.3的系统。升级CNC软件不是小事,需要西门子授权服务商操作,成本和风险都不低。
解决方法:在联网改造项目启动前,先摸清所有机床的系统版本,分批规划。
坑二:证书管理混乱
初次配置时,很多工程师图省事,勾选了"自动接受所有证书",然后忘了改回去。这给工厂的网络安全留下了巨大隐患。
OPC UA内置了完整的证书体系(支持Basic256Sha256等加密算法),这是它比老OPC Classic安全得多的地方。请认真配置,不要为了方便而绕过安全机制。
坑三:网络规划混乱
X130接口连到工厂网络,但工厂网络本身就是一锅粥:办公网、生产网没有隔离,机床IP地址没有统一规划,防火墙规则一塌糊涂。
建议在OPC UA改造前,先做一次工厂网络梳理,至少把机床生产网从办公网分离出来,用VLAN做隔离。
坑四:数据质量问题
有时候OPC UA连接正常,但采集到的数据不稳定:某些变量偶尔返回0,某些时间戳有跳变。这往往是因为网络延迟、采集频率设置不当,或者变量路径写错了。
调试阶段建议使用UaExpert这类可视化工具,先确认每个节点的数据正常,再接入上层系统。
回到最开始那台沉默的机床。
它每天产生海量数据,关于自己的状态、关于每一刀的切削过程、关于每一次报警。这些数据,是工厂运营最真实的记录。
长期以来,我们没有能力聆听这些数据。不是因为机床不说,而是因为语言不通。
OPC UA做的事情,本质上是统一语言。
828D的OPC UA服务器,把机床的"沉默"变成了可以被任何标准系统读懂的信号。这个信号,可以进MES、进云平台、进数字孪生系统,可以被Python分析、被Grafana可视化、被机器学习模型训练。
它不是终点,是起点。
从这个入口进去,工厂才能真正开始谈数字化转型——不是PPT上的数字化,而是实实在在地把每台设备的运行状态,变成可分析、可优化、可决策的数据资产。
中国制造业有大量的828D机床在运行。如果这批机床都打通了OPC UA数据通道,背后释放出来的生产优化空间,是一个巨大的数字。
这件事,值得认真对待。


作者注: 本文涉及的具体配置参数,基于SINUMERIK Operate V4.8版本,不同版本的操作路径可能有所差异,请以西门子官方文档(CNC0205)为准。
郑忠胜整理于2026.06.17晚


